橡膠制品表面缺陷終極應對方案
2025-05-13 18:05:44
橡膠制品的外觀質量不僅決定了產品的等級,還直接影響客戶的滿意度以及后續的性能表現。本文針對研發、質量、質檢及生產人員,系統性地分析了橡膠制品表面常見的三大缺陷——氣泡、流痕、缺料的成因,并提供了詳細的應對策略和技術參數,以便在生產現場參考和執行。汽車連接器精密硅橡膠配件
一、缺陷類型與成因速查表
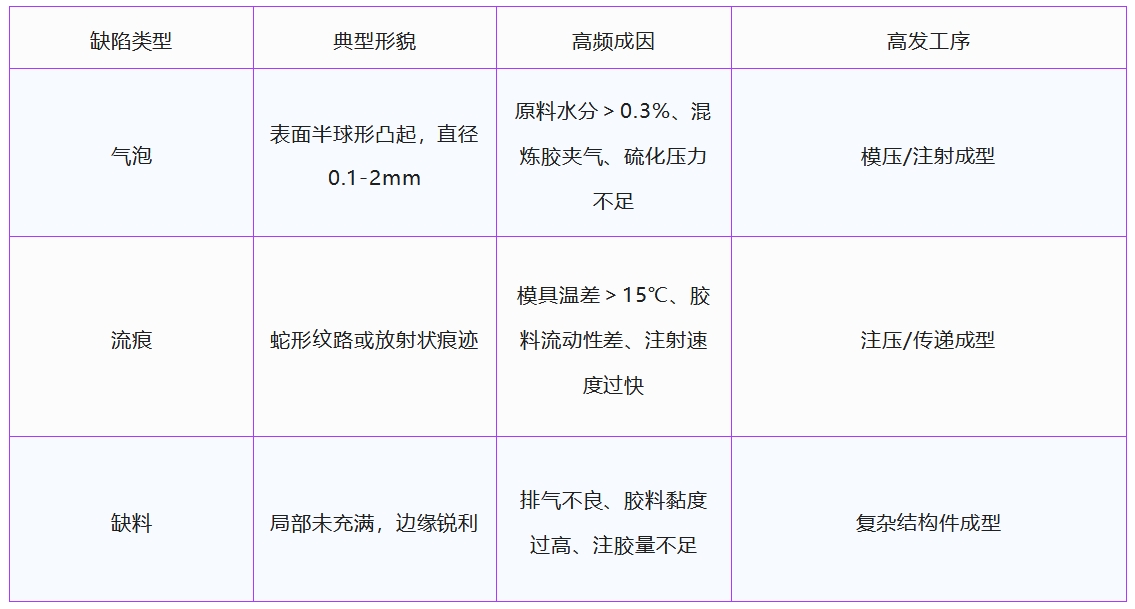
二、氣泡(Bubble / Blister / Void)
(一)常見成因
揮發組分揮發量超標:在160℃時,膠料中的揮發性有機化合物(TVOC)含量不應超過1.5%(推薦值≤1.0%)。汽車橡膠硅膠配件有哪些廠家
水分含量超限:膠料及填料的含水率若超過0.3%,在成型過程中容易轉化為水蒸氣,從而產生氣泡。
排氣槽缺陷:模具排氣槽寬度過窄或深度不足,導致氣體無法排出(推薦尺寸:寬度0.03–0.05 mm,深度0.02–0.04 mm)。橡膠密封圈廠
(二)終極應對方案
配方端調整
軟化劑控制:芳烴油推薦用量不超過8份(phr);石蠟油需謹慎使用,避免在高溫下產生大量低分子揮發物。
填料干燥標準:白炭黑、滑石粉需烘干至水分含量≤0.2%(可采用120℃×4小時熱風干燥)。
硫化體系優化:使用過氧化物(如DCP)時,推薦用量不超過1.5份,避免過早放熱分解產氣。o型橡膠熱圈
混煉與煉膠工藝
密煉溫度:前段控制在100–120℃,避免剪切過熱;排膠前溫度不超過140℃。
開放式煉膠排氣次數:建議開煉2–3次排氣,并保持輥距在1.2–1.5 mm,以增強氣體釋放效果。
預混真空排氣裝置:對于高揮發性體系,建議配置負壓不低于-0.08 MPa的排氣腔體。
成型過程控制
真空壓模參數:抽真空時間3–8秒,真空度不低于-0.085 MPa。軍用橡膠產品
升溫速率:推薦初期升溫速率不超過3℃/min,尤其是在90–130℃階段,有利于氣體外逸。
模具溫度:應確保溫差小于±3℃,避免局部高溫提前硫化包氣。密封圈橡膠件
三、流痕(Flow Mark / Cold Line)
(一)成因機理
熔接線冷卻過快:當膠料在模內流速低于20 cm/s或溫差超過15℃時,容易形成表面流痕。
材料剪切過度:分子鏈降解后黏度不一致,形成視覺層次差異。
模具設計不當:主流道厚度小于2.5 mm、轉角小于60°時,容易形成流動死角。
(二)優化建議(含技術參數)
膠料配方調整
流動性設計指標:膠料門尼黏度(ML1+4@100℃)應控制在45–65之間,有利于充模流動。
剪切敏感性調控:若采用注射成型,應選用具有剪切變稀特性的聚合物(如EPDM、BR)。
添加潤滑劑:如硬脂酸鋅用量1.0–2.0份,可顯著降低摩擦系數。
模具與流道改進
流道設計:主流道寬度應≥膠料厚度的1.5倍,推薦厚度≥3.5 mm,角度≥60°。
冷料井布置:設置深度≥5 mm、直徑≥8 mm的冷料井,可顯著緩解冷料痕。
溫控系統優化:多段模溫控制器確保各區溫度差小于±2℃。飛機密封橡膠硅膠材料
注壓工藝參數
注膠速度:推薦30–60 mm/s(低速注射,避免湍流)。橡膠產品圖片
保壓時間:通常為10–20秒,根據制品厚度和復雜程度調整。
噴嘴與模腔溫差控制:確保噴嘴溫度略高于模腔溫度(建議溫差3–5℃)。
四、缺料(Short Shot / Underfill)
(一)常見誘因
膠料流動性差:門尼黏度過高(ML1+4 > 70),導致流動末端無法填充。連接器密封硅膠堵主要靠什么作用
進膠口設計不當:若進膠口截面積小于產品厚度×寬度×0.8,容易導致流速不足。
設備參數偏差:注射壓力低于12 MPa時,不足以克服模腔阻力。
(二)解決方案(含數值推薦)
膠料設計優化
流動指標:門尼黏度控制在45–55(注射工藝)或50–60(壓模工藝)。
低溫流動促進劑添加:推薦使用反應型硅油(如硅烷偶聯劑0.5–1.0份)。
填料結構優化:采用BET比表面積低于30 m²/g的白炭黑,可改善流動性。東莞連接器硅橡膠密封定制廠家
模具結構調整
澆口厚度:大于制品最大厚度的60%(例如,制品厚度為6 mm,則澆口≥3.6 mm)。
多點進膠:對于流動路徑超過150 mm或厚薄比大于5的制品,建議采用多點布膠系統。
產品壁厚差異:結構優化,避免過薄區域形成“流動終點”,壁厚差異應≤2倍。
設備參數配置
注射速度:控制在40–80 mm/s。儲能產業常用橡膠硅膠配件
注射壓力:12–18 MPa,根據制品復雜程度逐步調節。
保壓時間:按制品厚度每1 mm至少保壓4秒,例如5 mm厚制品至少保壓20秒。
總結
通過精準控制每一個關鍵參數節點,并結合標準化作業流程和持續監控手段,可以有效提升橡膠制品的表面質量。建議企業構建完整的缺陷數據庫及參數推薦表,逐步實現智能預判和閉環優化,以確保產品質量的穩定性和一致性。新能源汽車電池橡膠密封圈
特別聲明:內容來源 橡膠網 僅供參考,以傳遞更多信息而不是盈利。版權屬于原作者。如有侵權,請聯系刪除。